总 部(bù):029-88325700
地 址:西安(ān)市高(gāo)新(xīn)区高新路80号望庭(tíng)国(guó)际一(yī)单元901室
工 厂:029-86085235
网(wǎng)址:www.gxsiw.com
地 址:西安(ān)泾河工(gōng)业园北区西(xī)金路195号
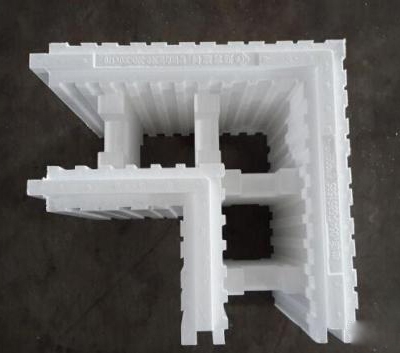
温(wēn)度对微孔泡沫塑料发泡(pào)成型(xíng)及固(gù)化(huà)定型至关重要(yào)。气泡长(zhǎng)大和成型(xíng)的控制直接影(yǐng)响到微孔泡沫塑料的性能。注射成(chéng)型(xíng)采用改变(biàn)温度控制成核及气泡长(zhǎng)大对于成型(xíng)定型(xíng)是十分(fèn)有利(lì)的。epp产品成型(xíng)过程中(zhōng)必须有效地抑制(zhì)泡孔的合并,以保证泡(pào)孔密度,防止气体过分损(sǔn)失,进而确保微孔泡沫塑料独特的微观结构,得到性能优越的微孔泡沫塑料。
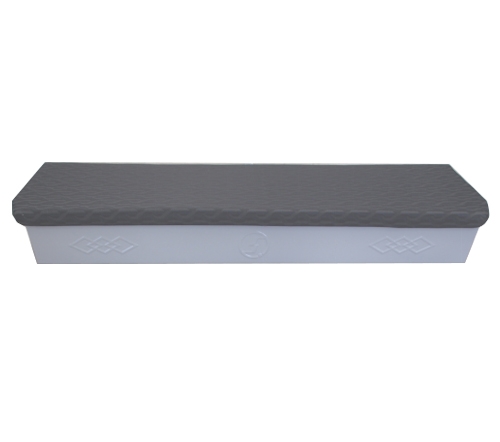
注射时(shí)间和(hé)注射速率。为了(le)获(huò)得(dé)泡孔尺(chǐ)寸和分布均匀的微孔(kǒng)塑料制品,塑料熔体应以高速充模(mó),使熔体在全部进入模腔后再(zài)同(tóng)时开始发泡膨胀。一般(bān)充模时(shí)间在1s以(yǐ)内(nèi)。注射速率即为塑料熔(róng)体压注(zhù)入模腔的速(sù)度(dù)。注射速率对发(fā)泡(pào)制品的泡孔(kǒng)分布、发(fā)泡倍数及表面质量(liàng)都有(yǒu)较大影响(xiǎng)。

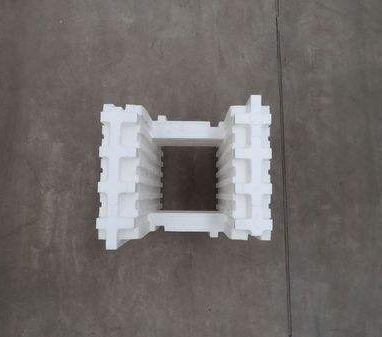
为提高注(zhù)射速率,一(yī)方面应提高注(zhù)射压力,另一方面应减少(shǎo)熔体流入模腔所遇(yù)到的各种压力损(sǔn)耗。而喷(pēn)嘴的结构、流道和模(mó)腔的结构(gòu)及几何参数(shù)等都是影响流动阻力的(de)重要因(yīn)素。
总之,微孔注射成型技术在提高(gāo)制品的物理性能、节约(yuē)材料、缩短生产周期和提高尺(chǐ)寸稳定性等方面(miàn)都比普(pǔ)通注(zhù)射成型技术具有(yǒu)显(xiǎn)著的优势。epp产品微孔注射发泡(pào)复合材料成型(xíng)的研究也取得(dé)了一些进展,它正成为微孔发泡注射成型(xíng)领域(yù)的研究重点(diǎn)。
为了生产出形状(zhuàng)多样、结构复杂、表面质量优(yōu)良的微孔发泡(pào)注射(shè)成型制品,微孔注射成型设备需要进一步的发展和完(wán)善(shàn),特别是在喷(pēn)嘴压力与压力降速率的准(zhǔn)确控制方面需要做出更多的努力。