总 部:029-88325700
地 址:西安市高(gāo)新(xīn)区高新路(lù)80号望庭国际一单元901室(shì)
工 厂(chǎng):029-86085235
网址:www.gxsiw.com
地 址(zhǐ):西(xī)安泾河(hé)工业园北区(qū)西金路195号
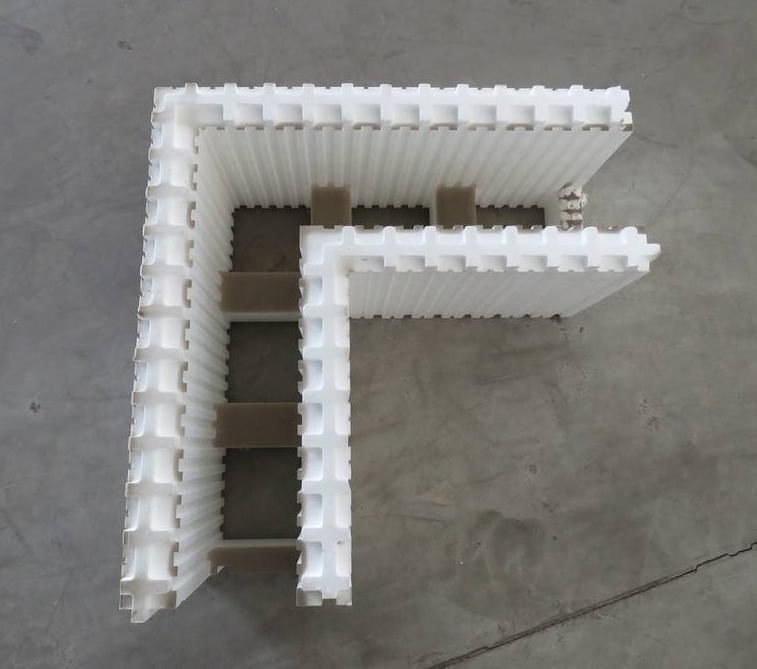
超微孔泡沫塑料是一种新型的高分(fèn)子(zǐ)材料,epp产品是今后世界材料工业研究开发(fā)热点之一。超微孔技术首先是由美国麻省理工学院(yuàn)于1979年发明的,此后许(xǔ)多研究(jiū)者都进行了研(yán)究,使该项技术得到了不断地发展,但目前的(de)研究开发仍处在实验室阶段。
前面提及过(guò),超微泡(pào)的气泡(pào)直径可细达30μm及(jí)以下(xià),它比微孔泡沫塑料(liào)制品具有更轻(qīng)的(de)密(mì)度、更(gèng)高的冲击强度和更优良的隔热、绝(jué)缘等(děng)性能。它(tā)甚(shèn)至(zhì)可以制成型厚度仅为(wéi)20μm的片材或薄膜。这是普通发泡(pào)技术和微孔发泡(pào)技术(shù)所不能做到的。

超微孔泡沫塑料的成(chéng)型(xíng)方法(fǎ),超微孔泡沫塑料成型方法主要有挤出成型和注射(shè)成型。
挤出成型挤出成型以加工片(piàn)材、线材(cái)和截(jié)面几何形状(zhuàng)相(xiàng)同且不太复杂的材(cái)料为主,有很大的市场需求。超微孔泡沫塑料(liào)挤出成型工艺(yì)。电(diàn)动机1带动螺杆5转动,来自(zì)料斗的聚合物随着(zhe)螺(luó)杆(gǎn)5的转动(dòng),在机温度的作(zuò)用下融(róng)化(huà)并向(xiàng)前运动。物理发泡剂CO2或N2在(zài)高压泵(bèng)3作用下通过计量装(zhuāng)置4按一定比例向机筒(tǒng)内输入并(bìng)进入机筒混合(hé)段。在(zài)机(jī)筒的轴向(xiàng)设置一系列加(jiā)热器6是为了融化(huà)聚合(hé)物,混合超(chāo)临(lín)界流体与聚合物。epp产品(pǐn)在(zài)螺杆的出口端接有个静态混(hún)合器(qì)7,静态混合(hé)器通(tōng)过改变(biàn)混(hún)合熔体的混合剪切方(fāng)向使混(hún)合更为均匀。静态混合器的出(chū)口(kǒu)接一(yī)个容腔,这(zhè)个容(róng)腔的(de)前部为混合熔体扩散段。在这区域内,气体进一步在(zài)熔体中扩散,使(shǐ)熔体均匀并成为超临界熔体。