总 部:029-88325700
地 址(zhǐ):西安市(shì)高新区高新路80号(hào)望庭国际一(yī)单元901室
工(gōng) 厂:029-86085235
网址:www.gxsiw.com
地 址:西(xī)安泾河工业园北区西金路195号(hào)
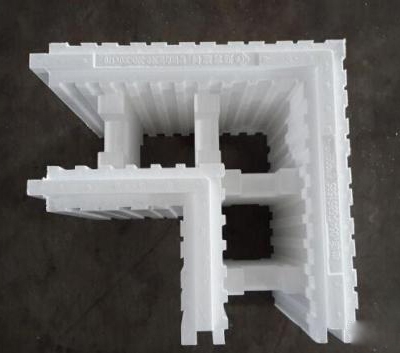
epp泡(pào)沫箱(xiāng)锁模装置。由(yóu)4个锁模装置(zhì)构成全套液态反应注(zhù)射系(xì)统,一个(gè)周期的4个(gè)分(fèn)解(jiě)动作分(fèn)别如(rú)下:
①锁模(mó)机构将(jiāng)两片半模固定在一起,回转90°通过分型面放气(qì)。然后转向操作者,取出制件(jiàn),并提供(gòng)空间便(biàn)于清洗和卸下模具。
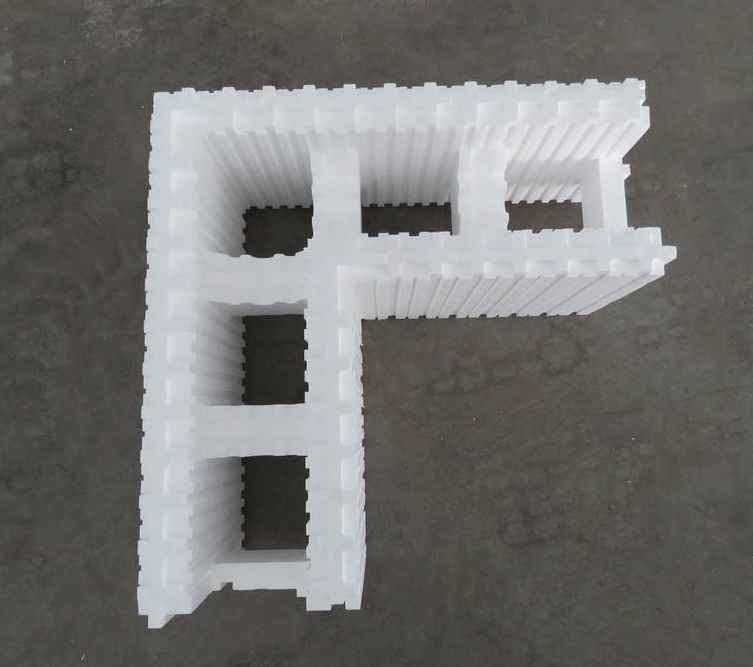
②上下模转到平行位置后准备合模。
③长行程(chéng)液压缸(gāng)升起,下模板和(hé)上模板进(jìn)行合(hé)模并锁紧模具。恒(héng)定的合模(mó)力可保(bǎo)证分型面均(jun1)匀而紧密地贴(tiē)合。
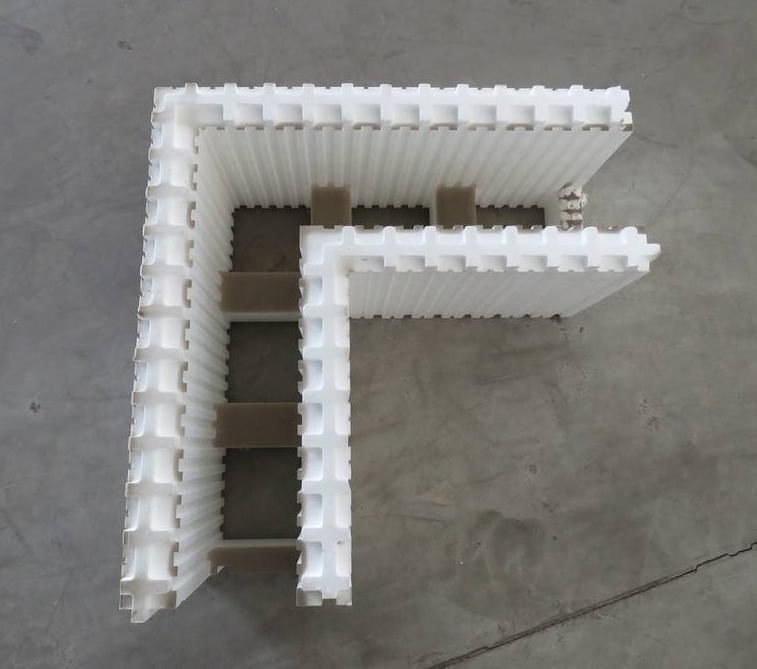
④整个C形框架回(huí)转(zhuǎn)至一定方(fāng)向,排出模腔内的(de)空气。待(dài)物料充(chōng)满后,C形框(kuàng)架返回至右上方位(wèi)置,使制件(jiàn)充分固化。
沫箱")
下半模具下降,模板转向预定位置(zhì),以便(biàn)取出制件,准备(bèi)进入下(xià)一循环周期。
注射机(jī)RIM用(yòng)注(zhù)射机应(yīng)该有如下功能。
1)有适(shì)当(dāng)的锁模(mó)力(lì),以保证分型面(miàn)的紧(jǐn)密闭合(hé);
2)安(ān)装两半模(mó)的高效率结构;
3)能(néng)将模具转90°以适(shì)于加料,并能进行有效(xiào)的排气,充模后(hòu)模具应(yīng)恢复水平位(wèi)置进行固化;
4)固(gù)化后,注射机应将模具迅速打开,并将两个(gè)半(bàn)模转至“预定”位置,以(yǐ)便快(kuài)速取出(chū)制件,然后清理飞(fēi)边或模(mó)具上的粘附料,最后施以(yǐ)脱模剂。
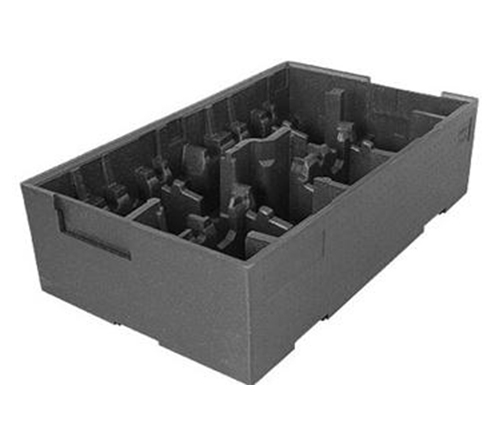
模具模(mó)具设计也是RIM成型的关键之一。epp泡沫箱反应(yīng)注射模具的(de)基本要素与(yǔ)注塑模相似,即由(yóu)型芯和型(xíng)腔组成,但因反(fǎn)应注射(shè)所(suǒ)需(xū)的(de)注射压力比(bǐ)注塑成型(xíng)小得(dé)多,因而结构可大为简化。