总 部:029-88325700
地(dì) 址(zhǐ):西安市高新区高新路80号(hào)望庭国际一单元901室
工 厂:029-86085235
网址:www.gxsiw.com
地 址:西安泾河工(gōng)业(yè)园北区西金路(lù)195号(hào)
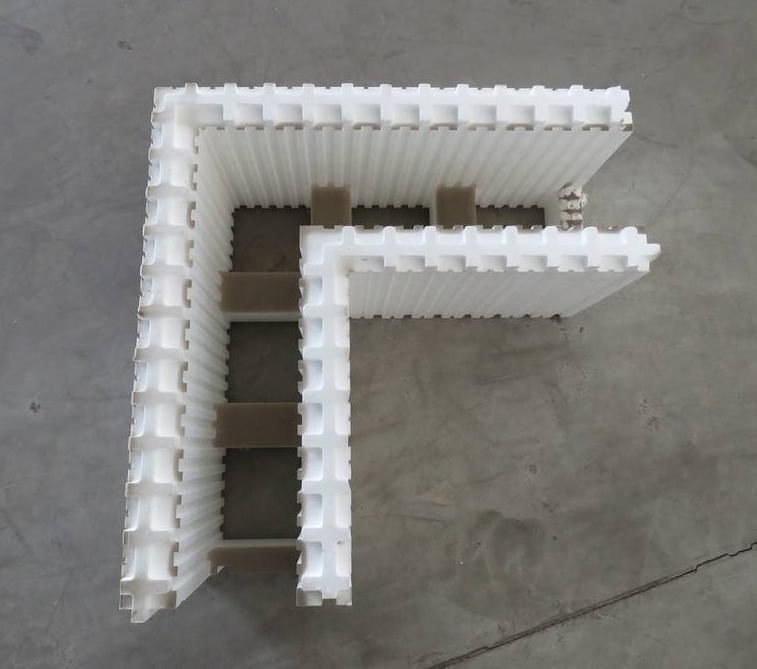
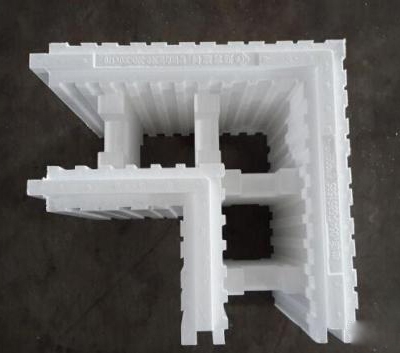
epp产品金属模具材料(liào)应具有良好(hǎo)的抛光性(xìng)并可以镀(dù)镍,因为镍(niè)镀层的抛光性最 好。
电铸或气相(xiàng)成型的镍壳,如果(guǒ)可以得(dé)到可靠(kào)的支撑(chēng)并能装进模座,也(yě)是适(shì)合于大量生产的优异材料。对于年产量不到5万件的制件(jiàn)用铸(zhù)铝(lǚ)加(jiā)工成模具即可获得令人满意的效果(guǒ)。这(zhè)种材料(liào)还具有良好(hǎo)的导热性,这正是RIM模具所(suǒ)需的重要性能。但是铸铝模具可能会出现多孔隙(xì)表面,从而(ér)使脱模发生困难(nán)。
金(jīn)")
可用于RM模具的另一(yī)种铸造材料是一种锌合金铸造材(cái)料,锌合金模具易于制造且无孔隙,适(shì)当的热处理可以(yǐ)产生深(shēn)0.508mm、硬度(dù)HRC为(wéi)70的表(biǎo)皮层。这种材料的(de)表面摩(mó)擦因数极低,利于脱模。
镜面加(jiā)工后的模具成型制品时,由于RIM成型过程中必须(xū)使用脱模剂,使(shǐ)模具镜面(miàn)加工(gōng)的表面失去光泽。们果要求保持镜面加工的表面(miàn)光泽时,可(kě)以在镜面加工的表面上涂以涂料。
模具温度(dù)控制。聚氨酯RIM成型用(yòng)金属模具温度要求为40~80℃,epp产品金控制模具温度(dù)的一般方法是在金属模内部埋设套管,通入温水加(jiā)热。这种(zhǒng)金属模具(jù)的厚度约为50mm,套管(guǎn)间距为(wéi)80-100m。环(huán)氧(yǎng)模具的套管间距为50mm。
对于钢材制成的模具(jù),冷却孔与模腔壁之间的(de)距离为9.5mm,冷却孔之间的距离(lí)约
为冷(lěng)却孔径(jìng)的2~3倍。加(jiā)热(rè)/冷却套管的排列应尽量(liàng)按照制件(jiàn)外(wài)形排列。
两种不同的排列方式得到的(de)结(jié)果比较。epp产品金套管按制件外形均匀排列(liè)得到(dào)了均(jun1)匀的外表(biǎo)皮结构。由(yóu)于套管排列不合理使(shǐ)制件外表(biǎo)皮(pí)成型不良。