总 部:029-88325700
地 址(zhǐ):西安市高新区高新路80号(hào)望(wàng)庭(tíng)国际一单元901室(shì)
工 厂:029-86085235
网址:www.gxsiw.com
地 址:西安泾河工业园北(běi)区西金路195号
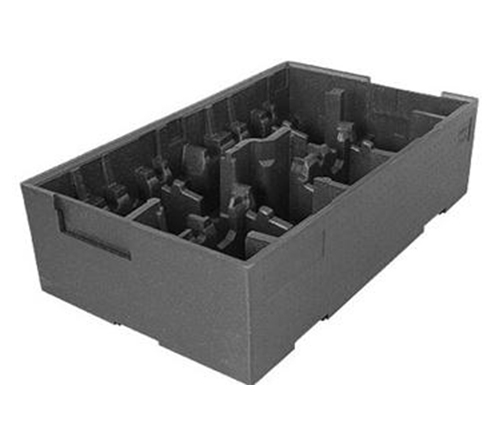
当物料(liào)体(tǐ)系及模具确定之(zhī)后,epp泡沫箱能够用来控制工艺过程的参(cān)数通常只有两个即充模时间和原(yuán)料温度。这两个参数在(zài)选取时(shí)需要从四个方面进行考(kǎo)虑,它们是凝胶时间、混(hún)合质(zhì)量(liàng)、分(fèn)解温度和(hé)流动前(qián)沿速度。凝胶时间主要由两组分的平均温度(dù)和(hé)凝(níng)胶(jiāo)反应进度来确定。充模时间和凝(níng)胶时间之比称为凝胶潜势(shì)。对(duì)于所有的RIM材(cái)料,其通用的凝(níng)胶潜(qián)势(shì)值约小于0.5,对(duì)于聚氨酯(zhǐ)RM成型,凝胶潜势应控制在0.1左右,以(yǐ)防(fáng)止凝(níng)胶过早(zǎo)发(fā)生,过早凝胶的制(zhì)件会缺(quē)料或出现明显(xiǎn)的熔接(jiē)线。聚氨酯的凝腔(qiāng)时间为5-10。

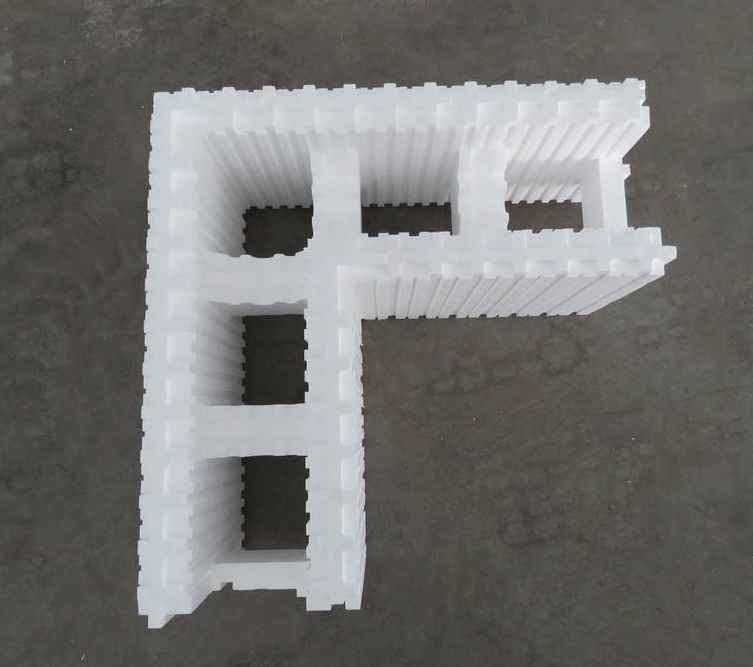
判断混合质(zhì)量的(de)好坏主要是(shì)观察制品表面是否有明显的因(yīn)混合不好而产(chǎn)生的条(tiáo)纹,制品的表(biǎo)层结皮(pí)厚度和脱模时是否(fǒu)产生断裂(liè)也是判(pàn)断混合质量(liàng)的重要依据(jù)。在确定原料初始温度时还必须考(kǎo)虑热分解问题,RM反应(yīng)过程是一个(gè)放(fàng)热过(guò)程,在加工过程中会导致温度(dù)上升,因此原料(liào)初(chū)始温度与此温升(shēng)之和(hé)必须小于材料分(fèn)解温度。聚氨酯体系的分解温度约为200℃,聚氨酯原料体系由放热反应造成(chéng)的温升约为130°℃,因此原料的初(chū)始温度不得超过90℃。epp泡沫(mò)箱充模阶(jiē)段由于充(chōng)模速度过高引起的湍流会使最终制品形成气泡,通常模(mó)腔内平(píng)均流(liú)速一般不(bú)应超过0.5m/s。