总 部:029-88325700
地 址:西(xī)安市高新区高新路(lù)80号(hào)望庭国际(jì)一单(dān)元901室
工 厂:029-86085235
网址:www.gxsiw.com
地 址:西安泾河(hé)工业(yè)园北区西金路(lù)195号
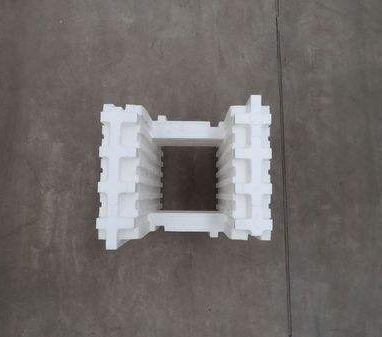
双组(zǔ)分(fèn)结(jié)构发泡注(zhù)射成型双组分结构发(fā)泡注射(shè)成型又称共注射成型或夹芯结构发泡注射成型,制品的(de)表层和芯(xīn)部采用不(bú)同的原料配方(fāng),epp产品(pǐn)表层的原料中一般不(bú)含发(fā)泡剂,以使(shǐ)表层密实光滑,这是一(yī)种特殊(shū)的高压(yā)发泡注射成型(xíng)工艺。
其工艺过程(chéng)为:先(xiān)注人表层物料,然后通过同一浇口再(zài)注人含有发泡剂的芯部材料。由于芯部材料呈层流状(zhuàng)态,从而保证芯(xīn)部(bù)材料均匀地包覆(fù)在表层(céng)内部,使型腔(qiāng)得到完(wán)全填(tián)充。最后再(zài)注人(rén)表层物(wù)料,使浇口封闭。双组(zǔ)分结(jié)构发泡注射成(chéng)型能够获得具有致密表(biǎo)层(céng)和发泡芯部的轻质制品(pǐn),具有较大的挠曲刚性(xìng);厚壁制品的表面质量较好,不会产(chǎn)生凹(āo)痕;芯部材(cái)料可以采用较(jiào)便宜的材料(liào),可以降低制(zhì)品的成本;制品的表面粗(cū)糙度较低。
表层材料和芯部发泡(pào)材料的选(xuǎn)择原则(见表(biǎo)2-14)为,epp产(chǎn)品(pǐn)两种(zhǒng)塑(sù)料之间(jiān)必须粘合性(xìng)能好;膨胀和(hé)收缩相同或接近;热稳定性和流动性相近。通(tōng)常,发(fā)泡(pào)材料有PS、ABS、PE、PP、PA、PC、AS、PPO、PMMA等;芯(xīn)部的填料有玻(bō)璃纤维、玻璃珠、陶瓷颗粒等。
表2-14各种塑料(liào)之间的粘(zhān)合性能